


SMT лепилото, познато и како SMT лепило, SMT црвено лепило, е обично црвена (исто така жолта или бела) паста рамномерно распределена со стврднувач, пигмент, растворувач и други лепила, главно се користи за фиксирање на компоненти на печатарската плочка, генерално дистрибуирана со методи на диспензација или печатење на челично сито. По лепењето на компонентите, ставете ги во рерна или печка за повторно полнење за загревање и стврднување. Разликата помеѓу него и пастата за лемење е во тоа што се стврднува по загревање, нејзината точка на замрзнување е 150 °C и нема да се раствори по повторно загревање, односно процесот на стврднување на лепенката со топлина е неповратен. Ефектот на употреба на SMT лепилото ќе варира во зависност од условите на термичко стврднување, поврзаниот објект, употребената опрема и работната средина. Лепилото треба да се избере според процесот на склопување на печатената плочка (PCBA, PCA).
Карактеристики, примена и перспектива на SMT лепак за лепење
Црвеното лепило SMT е вид полимерно соединение, главните компоненти се основниот материјал (т.е. главниот високомолекуларен материјал), филер, средство за стврднување, други адитиви и така натаму. Црвеното лепило SMT има вискозитет, флуидност, температурни карактеристики, карактеристики на влажнење и така натаму. Според оваа карактеристика на црвеното лепило, во производството, целта на употребата на црвено лепило е деловите цврсто да се залепат на површината на ПХБ за да се спречи нејзино паѓање. Затоа, лепилото за крпење е чиста потрошувачка на неесенцијални процесни производи, а сега со континуираното подобрување на дизајнот и процесот на ПХБ, се реализираат префрлање низ отвори и двострано префрлање заварување, а процесот на монтирање на ПХБ со употреба на лепило за крпење покажува тренд на сè помал и помал пораст.
Целта на користење на SMT лепило
① Спречете паѓање на компонентите при лемење со бранови (процес на лемење со бранови). При употреба на лемење со бранови, компонентите се фиксираат на печатената плоча за да се спречи паѓање на компонентите кога печатената плоча ќе помине низ жлебот за лемење.
② Спречете паѓање на другата страна од компонентите при повторното заварување (двострано процес на повторно заварување). Во процесот на двострано повторно заварување, за да се спречи паѓање на големите уреди на залемената страна поради топлинско топење на лемењето, треба да се направи SMT лепак за лепење.
③ Спречување на поместување и стоење на компонентите (процес на повторно заварување, процес на претходно премачкување). Се користи во процеси на повторно заварување и процеси на претходно премачкување за да се спречи поместување и подигнување за време на монтажата.
④ Означување (бранов лемење, заварување со прелевање, претходно премачкување). Дополнително, кога печатените плочи и компоненти се менуваат во серии, за обележување се користи лепак за лепење.
SMT лепилото е класифицирано според начинот на употреба
а) Тип на стружење: димензионирањето се врши преку печатење и стружење на челична мрежа. Овој метод е најшироко користен и може да се користи директно на преса за лемење паста. Дупките од челична мрежа треба да се одредат според видот на деловите, перформансите на подлогата, дебелината и големината и обликот на дупките. Неговите предности се голема брзина, висока ефикасност и ниска цена.
б) Тип на дозирање: Лепилото се нанесува на печатеното коло со опрема за дозирање. Потребна е специјална опрема за дозирање, а цената е висока. Опремата за дозирање користи компримиран воздух, црвениот лепак се нанесува преку специјалната глава за дозирање до подлогата, големината на точката на лепење, количината, времето, дијаметарот на цевката за притисок и другите параметри за контрола, машината за дозирање има флексибилна функција. За различни делови, можеме да користиме различни глави за дозирање, да поставиме параметри за промена, исто така можете да ја промените формата и количината на точката на лепење, со цел да се постигне ефектот, предностите се практични, флексибилни и стабилни. Недостатокот е лесното влечење на жицата и меурчињата. Можеме да ги прилагодиме работните параметри, брзината, времето, притисокот на воздухот и температурата за да ги минимизираме овие недостатоци.
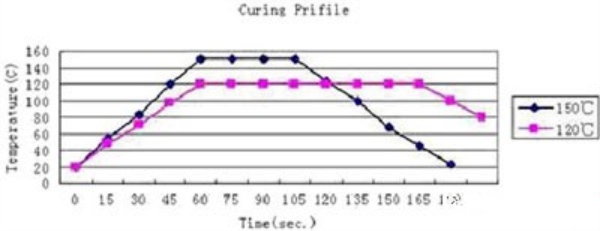
Типични услови на стврднување на лепилото SMT за лепење
| Температура на стврднување | Време на стврднување |
| 100℃ | 5 минути |
| 120℃ | 150 секунди |
| 150℃ | 60 секунди |
Забелешка:
1, колку е повисока температурата на стврднување и колку е подолго времето на стврднување, толку е посилна јачината на лепење.
2, бидејќи температурата на лепилото за крпење ќе се менува со големината на деловите од подлогата и положбата на монтирање, препорачуваме да ги пронајдете најсоодветните услови за стврднување.
Складирање на SMT лепенки
Може да се чува 7 дена на собна температура, повеќе од 6 месеци на температура под 5°C и повеќе од 30 дена на температура од 5-25°C.
Управување со SMT лепила
Бидејќи црвениот лепак SMT patch е под влијание на температурата со свој вискозитет, флуидност, мокрење и други карактеристики, така што црвениот лепак SMT patch мора да има одредени услови на употреба и стандардизирано управување.
1) Црвениот лепак треба да има специфичен број на проток, според бројот на довод, датум, тип до број.
2) Црвениот лепак треба да се чува во фрижидер на 2 ~ 8 °C за да се спречи влијанието на карактеристиките поради промени во температурата.
3) Црвениот лепак треба да се загрее на собна температура 4 часа, по редослед на употреба „прв внатре, прв надвор“.
4) За постапката на дозирање, црвениот лепак од цревото треба да се одмрзне, а црвениот лепак што не е потрошен треба да се врати во фрижидер за складирање, при што стариот лепак и новиот лепак не можат да се мешаат.
5) За точно пополнување на формуларот за евиденција на температурата на враќање, лицето за температурата на враќање и времето на температурата на враќање, корисникот треба да го потврди завршувањето на евиденцијата за температурата на враќање пред употреба. Општо земено, црвениот лепак не може да се користи со поминат рок.
Карактеристики на процесот на SMT лепак за лепење
Јачина на поврзување: SMT лепилото мора да има силна јачина на поврзување, по стврднувањето, дури и на температурата на топење, лемењето не се лупи.
Точкесто обложување: Во моментов, методот на дистрибуција на печатени плочи е претежно точкесто обложување, па затоа лепилото треба да ги има следниве својства:
① Прилагодување на различни процеси на монтирање
Лесно се поставува снабдувањето со секоја компонента
③ Едноставно прилагодување за замена на компонентите
④ Стабилна количина на премачкување со точки
Прилагодување на машина со голема брзина: лепилото за лепење што сега се користи мора да ги задоволи големите брзини на машината за лепење и машината за лепење со голема брзина, поточно, т.е. брз премаз за лепење без влечење жица, а тоа е, монтажа со голема брзина, печатена плочка во процесот на пренос, лепилото за да се осигури дека компонентите не се движат.
Цртање жица, склопување: откако лепилото за крпење ќе се залепи на подлогата, компонентите не можат да ја постигнат електричната врска со печатената плоча, па затоа лепилото за крпење не смее да се влече жица за време на премачкувањето, ниту да се склопува по премачкувањето, за да не се загади подлогата.
Стврднување на ниска температура: При стврднување, компонентите отпорни на топлина заварени со заварување со брановидни гребени треба да поминат и низ печката за повторно заварување, така што условите за стврднување мора да ги задоволат ниската температура и краткото време.
Самоприлагодување: Во процесот на повторно заварување и претходно премачкување, лепилото за крпење се стврднува и фиксира пред да се стопи лемењето, така што ќе се спречи компонентата да потоне во лемењето и самоприлагодувањето. Како одговор на ова, производителите развија самоприлагодливо крпење.
Чести проблеми, дефекти и анализа на SMT лепило
поднаметнување
Потребната јачина на потисок на кондензаторот 0603 е 1,0 кг, отпорот е 1,5 кг, јачината на потисок на кондензаторот 0805 е 1,5 кг, отпорот е 2,0 кг, што не може да го достигне горенаведениот потисок, што укажува дека јачината не е доволна.
Генерално предизвикано од следниве причини:
1, количината на лепак не е доволна.
2, колоидот не е 100% излечен.
3, ПХБ плочата или компонентите се контаминирани.
4, самиот колоид е кршлив, нема јачина.
Тиксотропна нестабилност
Лепило од шприц од 30 мл треба да се удри десетици илјади пати со воздушен притисок за да се искористи, па затоа самото лепило за крпење треба да има одлична тиксотропија, во спротивно ќе предизвика нестабилност на точката на лепење, премалку лепак, што ќе доведе до недоволна цврстина, предизвикувајќи компонентите да паднат за време на лемењето со бранови, напротив, количината на лепак е премногу, особено за мали компоненти, лесно се лепи за подлогата, спречувајќи електрични врски.
Недоволно лепило или точка на истекување
Причини и контрамерки:
1, печатарската плоча не се чисти редовно, треба да се чисти со етанол на секои 8 часа.
2, колоидот содржи нечистотии.
3, отворот на мрежестата плоча е неразумно премногу мал или притисокот на дозирање е премал, дизајнот е недоволен со лепак.
4, има меурчиња во колоидот.
5. Доколку главата за дозирање е блокирана, млазницата за дозирање треба веднаш да се исчисти.
6, температурата на претходно загревање на главата за дистрибуција не е доволна, температурата на главата за дистрибуција треба да биде поставена на 38℃.
влечење жици
Таканареченото цртање со жица е феномен каде што лепилото за крпење не е скршено при дозирање, а лепилото за крпење е поврзано на филаментозен начин во насока на главата за дозирање. Има повеќе жици, а лепилото за крпење е покриено на печатената подлога, што ќе предизвика лошо заварување. Особено кога големината е поголема, овој феномен е поверојатно да се појави кога е отворена устата за точкеста обвивка. Цртежот на лепилото за крпење е главно под влијание на својството на цртање на неговата главна компонента смола и поставувањето на условите за точкеста обвивка.
1, зголемете го ударот на издавање, намалете ја брзината на движење, но тоа ќе го намали вашиот ритам на производство.
2, колку е помал вискозитетот, толку е поголема тиксотропијата на материјалот, толку е помала тенденцијата за цртање, па затоа обидете се да изберете такво лепило за лепење.
3, температурата на термостатот е малку повисока, принудена да се прилагоди на низок вискозитет, високо тиксотропно лепак за лепење, а потоа земете го предвид и периодот на складирање на лепак за лепење и притисокот на главата за дистрибуција.
пештерски истражувања
Флуидноста на крпеницата ќе предизвика колапс. Чест проблем со колапсот е тоа што поставувањето предолго по дамкото премачкување ќе предизвика колапс. Ако лепилото за крпење се прошири на подлогата на печатеното коло, тоа ќе предизвика лошо заварување. А колапсот на лепилото за крпење за оние компоненти со релативно високи пинови, не го допира главното тело на компонентата, што ќе предизвика недоволна адхезија, па затоа брзината на колапс на лепилото за крпење што лесно се колабира е тешко да се предвиди, па затоа почетното поставување на количината на точкесто премачкување е исто така тешко. Со оглед на ова, мора да ги избереме оние што не се лесни за колапс, односно крпеницата што има релативно висока содржина на раствор за тресење. За колапсот предизвикан од поставување предолго по дамкото премачкување, можеме да користиме кратко време по дамкото премачкување за да го завршиме лепилото за крпење, избегнувајќи стврднување.
Компонентен офсет
Поместувањето на компонентите е непожелен феномен што лесно се јавува кај брзите SMT машини, а главните причини се:
1, печатената плочка е со голема брзина во насока XY предизвикана од поместувањето, пач лепак слој област на мали компоненти склони кон овој феномен, причината е што адхезијата не е предизвикана од.
2, количината на лепак под компонентите е неконзистентна (како на пример: двете точки на лепење под IC, една точка на лепење е голема, а една точка на лепење е мала), јачината на лепилото е неурамнотежена кога се загрева и стврднува, а крајот со помалку лепак е лесен за компензација.
Лемење на делови преку бран
Причините се сложени:
1. Лепливата сила на фластерот не е доволна.
2. Удирано е пред лемење со бранови.
3. Има повеќе остатоци на некои компоненти.
4, колоидот не е отпорен на удар од висока температура
Мешавина за лепење на крпеници
Различни производители на лепак за лепење имаат голема разлика во хемискиот состав, мешаната употреба е лесна за производство на многу лоши страни: 1, тешкотии при стврднување; 2, лепилото не е доволно; 3, прекубрановото лемење е сериозно.
Решението е: темелно исчистете ја мрежестата плоча, стругалката, диспензерот и другите делови што лесно можат да предизвикаат мешање и избегнувајте мешање на лепак за крпеници од различни марки.
Време на објавување: 05 јули 2023





